Suivi RSS
Suivi RSS Conception
Conception


 Version imprimable
Version imprimable Publié Août 2017, (màj Septembre 2017) par :
Publié Août 2017, (màj Septembre 2017) par :


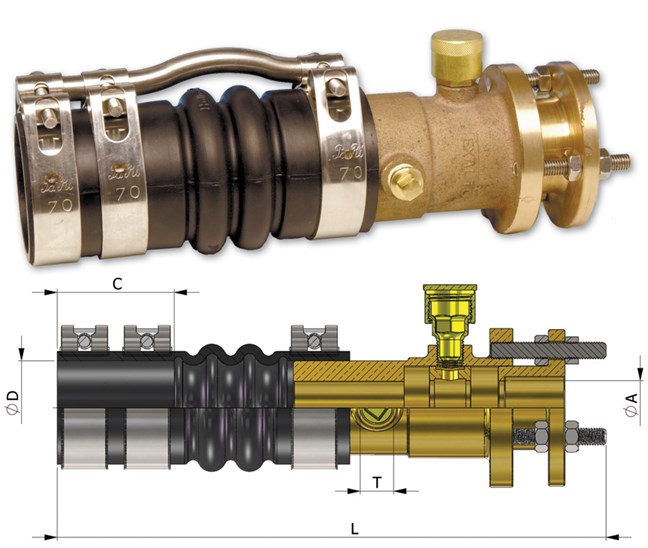
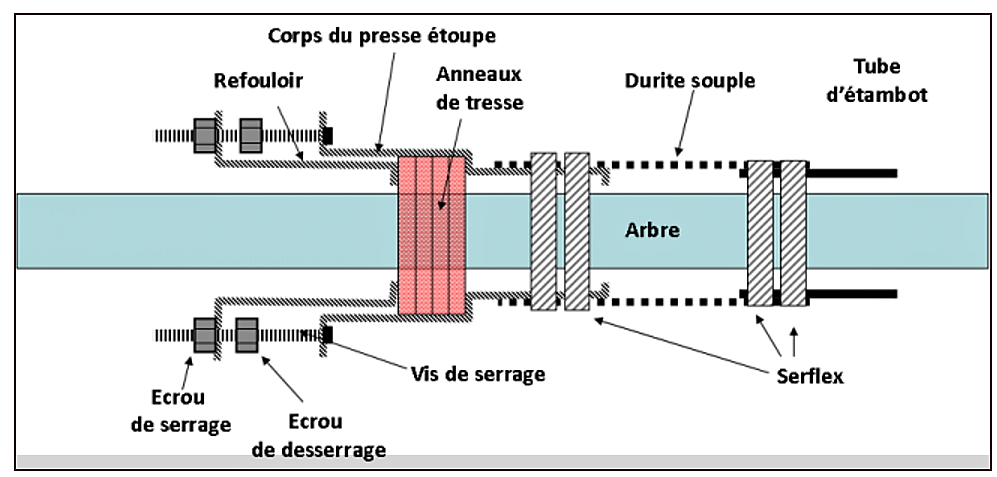
Cisaillement d’une durite de presse étoupe à tresse flottant
 |
|
![]()

- Cisaillement complet, le corps du presse étoupe s’est désolidarisé de l’étambot

Cisaillement
Parmi les avantages d’un presse étoupe à tresse flottant : sa simplicité de mise en oeuvre, son faible coût, sa tolérance au décentrage. Parmi ses inconvénients : le réglage du serrage de la tresse, une entrée d’eau légère, mais permanente en navigation. Le changement de la tresse, même à l’eau, se fait facilement si on travaille méthodiquement. Par contre l’état de la durite mérite de l’attention. Sensible aux agressions des hydrocarbures, son vieillissement peut l’affaiblir entraînant son cisaillement et une voie d’eau potentiellement dangereuse pour le bateau, et son équipage. En l’état, les entrées d’eau peuvent être supérieures à 100 l/h
Son remplacement nécessitant le démontage du tourteau d’accouplement, il faudra profiter d’une mise au sec pour opérer. L’opération se fera entre 4 et 6 heures, suivant la difficulté de démontage du tourteau, assorti d’un coût du matériel d’une centaine d’euros.
Réparation provisoire en mer
C’est une panne sérieuse potentiellement vitale pour la vie du bateau et de son équipage.
- Sur un bateau à moteur, il faudra impérativement trouver une solution permettant de maîtriser la voie d’eau tout en la contrôlant, et prendre les moyens d’assèchement.
- Sur un voilier, on pourra étouffer les entrées d’eau en plongeant et en obturant avec des chiffons l’étambot. On limitera les entrées d’eau et on naviguera à la voile. Si les conditions de navigation exigent l’utilisation du moteur, il faudra limiter les entrées d’eau. Là tout dépendra de la facilité d’accès au presse étoupe.
Quelques pistes :

- Charpie de bande ce coton. On voit bien la difficulté d’accès en mer

- Utiliser de la charpie faite de bandes de coton. On pourra sacrifier un T shirt !!! On entoure la durite cisaillée dans le sens de rotation de l’arbre. Le tout continuera à tourner, mais les entrées d’eau seront considérablement limitées. Dans mon cas, sur un arbre de trente, j’avais pu limiter les entrées d’eau à 50 litres par heures. L’avantage de cette solution est sa rapidité et sa simplicité de mise en oeuvre.
- Obturer le cisaillement avec de la bande auto-vulcanisante, ou tout autre système élastique, y compris une chambre à air de vélo. On peut renforcer le système avec du sika. Mieux que la charpie de coton, mais difficile à mettre en oeuvre quand il faudra poser les serflex.
- Solution élégante : avoir en stock un tuyau d’un diamètre intérieur supérieur à celui de la durite et de ses serflex. On fend horizontalement le tuyau, on l’encastre sur l’existant et on bloque le tout avec du fil de fer ou mieux en ligaturant de tout avec des demi clés de ficelle.
Toutes ces solutions auront pour but de limiter les entrées d’eau, tout en continuant à tourner à 1000 tours, ce qui permet d’avancer à +/- 2 nœuds.
Réparation à terre
|
|
|


![]()
Les moyens d’assèchement :
- La pompe de cale, manuelle ou électrique
- Les pompes annexes du bord, y compris celle de l’admission d’eau de mer de refroidissement. Il faudra fermer la vanne d’admission et sectionner le tuyau d’approvisionnement. C’est le moyen le plus puissant d’assèchement
- Mais surtout, le plus simple : le seau de 7 litres du bord, que l’on peut remplir avec des récipients plus petit, si l’accès aux fonds est difficile, puis vider dans le cockpit. C’est comme cela que j’ai pu chiffrer mes entrées d’eau : 50 litres à l’heure, c’est à dire 7 seaux de 7 litres !!!
Liens utiles :
https://www.francehelices.fr/durite...
http://www.vidalmarine.com/vdm/Pres...
http://www.pbase.com/mainecruising/...
http://www.plaisance-pratique.com/d...